技術情報・射出成形条件
メタクリル成形品と荷重たわみ温度
荷重たわみ温度とは、成形品に定荷重を加えた状態で定速加熱を行い、一定の変形をした時の温度です。成形品に長時間熱がかかる使用環境が想定される場合、荷重たわみ温度がグレード選定の目安となります。一般的には荷重たわみ温度の10~20℃低めの温度で使用するのが安全です。また成形品に熱がかかってやわらかくなり、機械的性質が急激に低下する点をビカット軟化温度と言い、材料の使用上限温度を示す重要な値です。
メタクリル成形材料の乾燥時間
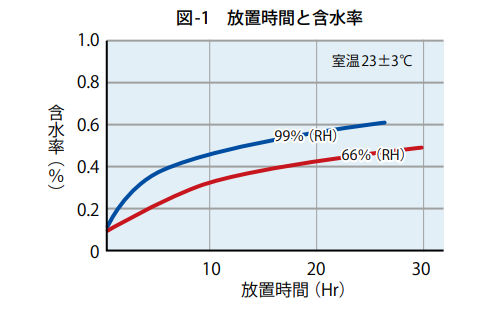
メタクリル樹脂(PMMA)は吸水し易い樹脂であり、必ず予備乾燥が必要です。吸水した樹脂で成形を行うと、シルバーストリークなどの不良現象が起こります。相対湿度以下での放置時間と含水率の関係を図-1に示します。
一般の射出形成機で成形する場合、含水率は0.1%以下にする必要があります。
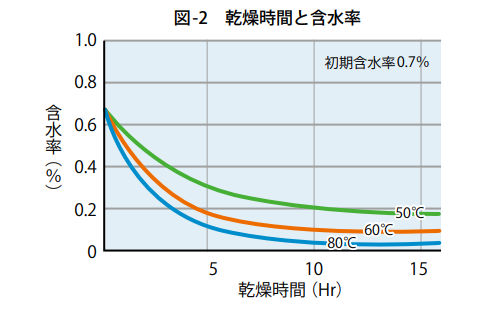
乾燥方法には熱風循環式乾燥機、ホットドライヤー、除湿乾燥機などがあります。熱風循環式乾燥機を使用して、ペレットをバットに厚さ4cmになるように入れた場合の乾燥時間と含水率を図-2に示します。
メタクリル成形品の吸水率と長さ変化
大気中の各湿度下でのメタクリル成形品の吸水率を図-3に示します。通常の雰囲気では吸水速度は非常に遅く、飽和までに2~3か月かかり、板厚が厚くなるとさらに遅くなります。23℃における各相対湿度下での飽和吸水率は図-4のようになります。図-5に飽和吸水率と長さ増加率の関係を示します。


成形条件(射出成型)
下表に〈パラペット®〉の主な銘柄の標準成形条件を示します。ただし、成形条件は、成形機の種類、金型の構造、成形品の形状によって異なりますので、状況に応じて調整する必要があります。
| 項目 | GF | G | HR | GR |
|---|---|---|---|---|
| 予備乾燥温度(℃) | 75~80 | 75~80 | 75~85 | 75~85 |
| 予備乾燥時間(Hr) | 4~6 | 4~6 | 4~6 | 4~6 |
| 金型温度(℃) | 40~60 | 40~60 | 50~80 | 50~80 |
| シリンダ温度(℃) | 180~220 | 190~230 | 200~250 | 220~260 |
| 射出圧力(MPa) | 60~140 | 60~140 | 80~140 | 70~150 |
- メタクリル樹脂は、吸水し易いので必ず予備乾燥が必要です。
吸水した樹脂で成形すると、シルバーストリークなどの不要現状が生じます。 - 異物が混入すると、成形品の美観を著しく損ねますので、成形室内の防塵、開封時の異物除去、機械内の清掃を十分行う必要があります。
- GRグレードは、成形直後や成形品の温度が高い場合に白濁することがありますが、室温時に透明に戻ります。
また、射出速度が速すぎると成形品の表面光沢が低下することがあります。
アニーリング処理
射出成型品には成形歪が残留しています。成形歪は成形品の機械的強度、耐クラック性に大きな影響を与えます。したがって良好な機械的強度を望む成形品や帯電防止処理、塗装、接着などの二次加工がなされる成形品の場合はアニーリング処理を行い成形歪を除去することが望まれます。
〈パラペット®〉成形品の標準的アニーリング条件を下表に示します。一般的にアニーリング処理温度は、荷重たわみ温度の10~15℃低めの温度で行います。一方、処理時間及び冷却時間は成形品の肉厚や形状によって大きな差があります。冷却速度が速すぎると逆に歪を発生させる恐れがありますので、注意が必要です。
アニーリング条件
| 項目 | GF | G | HR-L | GR |
|---|---|---|---|---|
| 温度(℃) | 65~75 | 65~75 | 70~85 | 55~65 |
| 時間(Hr) | 2~4 | 2~4 | 2~4 | 2~4 |
冷却条件
| 項目 | 成形品厚 | 冷却速度 |
|---|---|---|
| 最大冷却温度 (50℃迄) | 4mmt以下 | 45℃/Hr |
| 5~9mmt | 20℃/Hr | |
| 10~20mmt | 10℃/Hr |
※アニール後、50℃前後まで冷却する事を推奨します。






