Technical Information / Injection Molding Conditions
Methacrylic Molding and Load Deflection Temperature
The load-deflection temperature is the temperature at which the molded product undergoes constant deformation when heated at a constant rate with a constant load applied. If the molded product is expected to be used in an environment where it will be heated for a long period of time, the load deflection temperature can be used as a guideline for grade selection. In general, it is safe to use 10-20°C below the load deflection temperature. The point at which heat is applied to a molded product to soften it and rapidly reduce its mechanical properties is called the Vicat softening temperature, which is an important value that indicates the upper limit of temperature at which a material can be used.
Drying Time of Methacrylic Molding Material
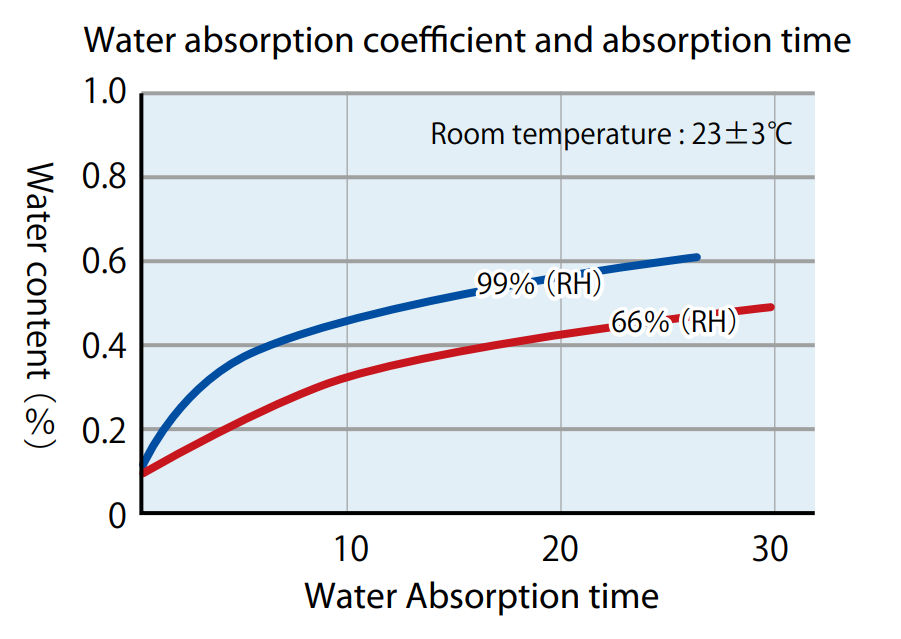
Methacrylic resin absorbs water easily and must be pre-dried. Molding with water-absorbed resin will cause defective phenomena such as silver streaks. Figure-1 shows the relationship between leaving time and moisture content below the relative humidity.
When molded by general injection molding machines, the moisture content should be less than 0.1%.
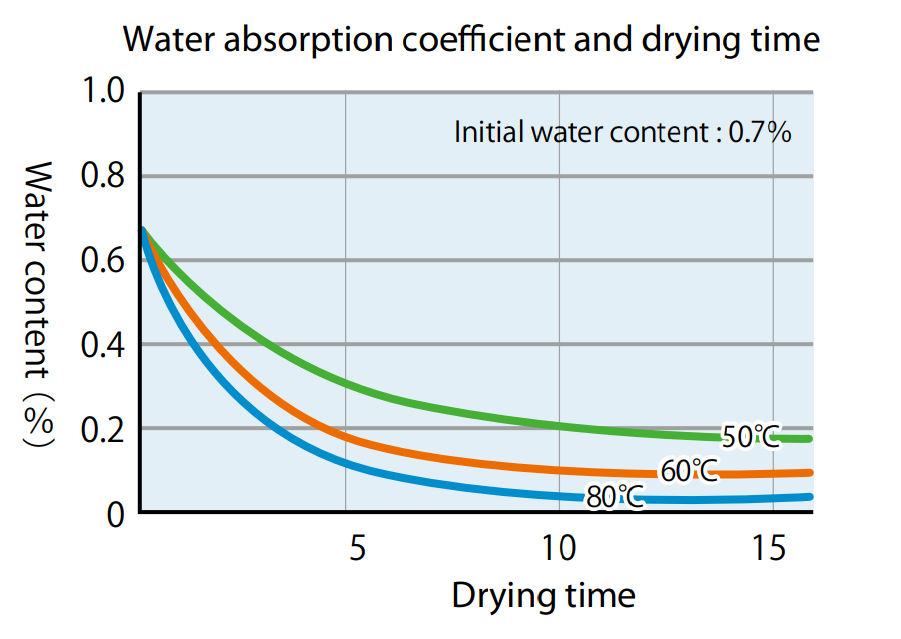
Drying methods include hot air circulating dryers, hot dryers, and dehumidifying dryers. Figure-2 shows the drying time and moisture content when pellets are placed in a tray to a thickness of 4 cm using a hot-air circulating dryer.
Water Absorption and Length Variation of Methacrylic Molded Products
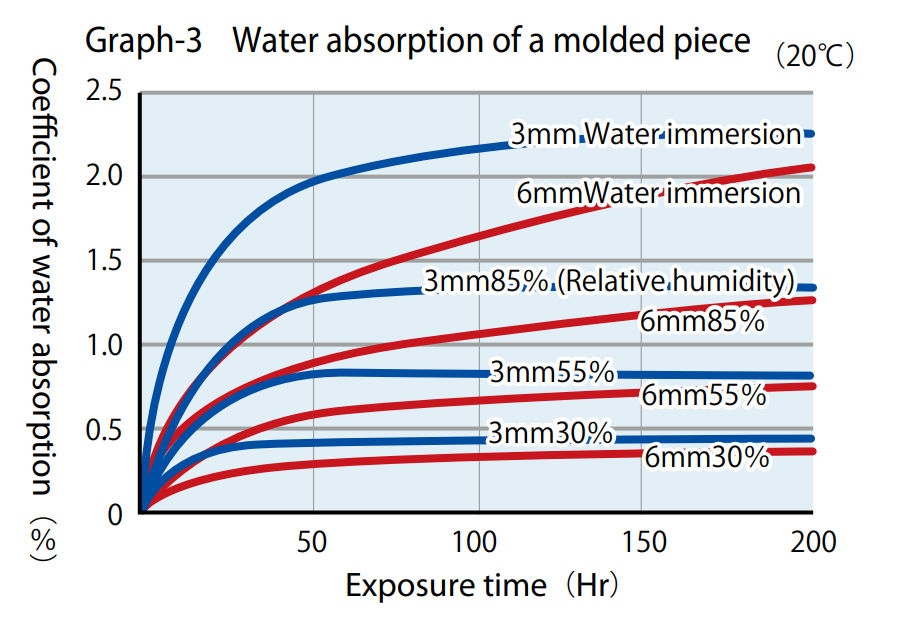
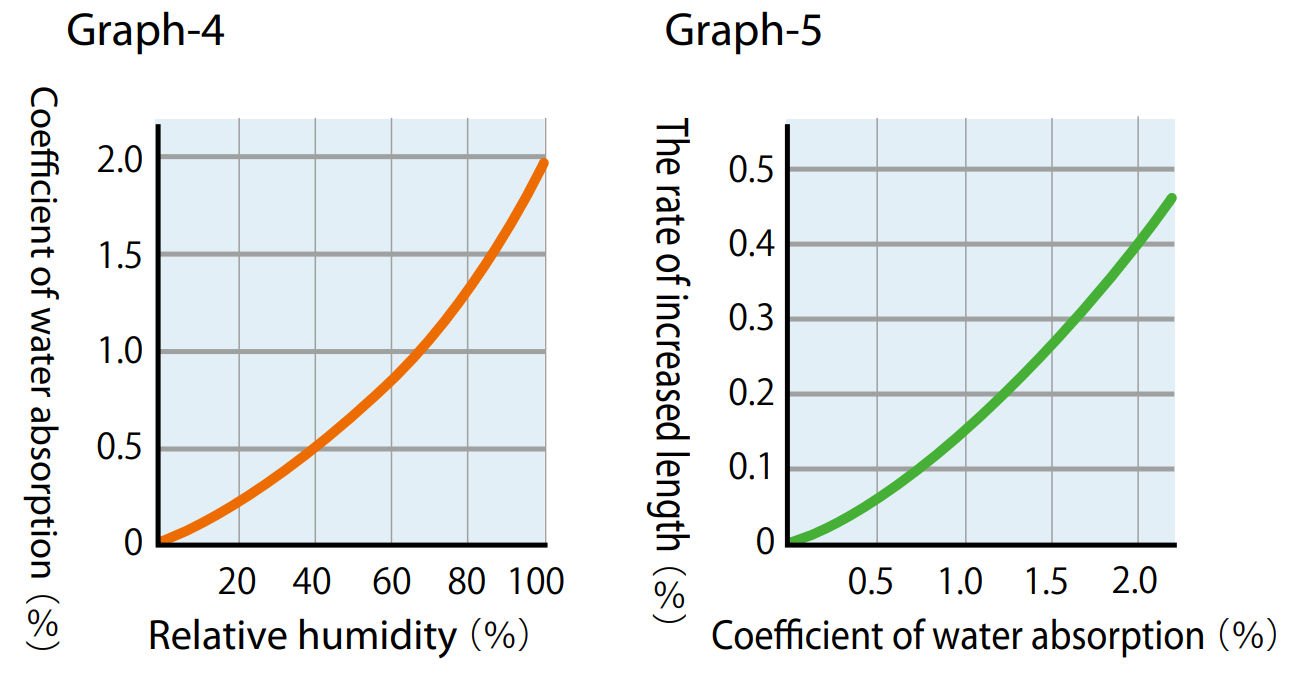
Figure-3 shows the water absorption of methacrylic molded products at various humidity levels in the atmosphere. In a normal atmosphere, the rate of water absorption is very slow, taking 2-3 months to reach saturation, and even slower with thicker plates. The saturated water absorption under each relative humidity at 23°C is shown in Figure-4. Figure-5 shows the relationship between saturated water absorption and length increase rate.
Molding Conditions (Injection Molding)
The table below shows the standard molding conditions for the main grades of PARAPET™. However, molding conditions vary depending on the type of molding machine, the structure of the mold, and the shape of the molded product, and should be adjusted according to the situation.
| Test Item | GF | G | HR | GR |
|---|---|---|---|---|
| Pre-drying temperature (°C) | 75-80 | 75-80 | 75-85 | 75-85 |
| Pre-drying time (Hr) | 4-6 | 4-6 | 4-6 | 4-6 |
| Mold temperature (°C) | 40-60 | 40-60 | 50-80 | 50-80 |
| Cylinder temperature (°C) | 180-220 | 190-230 | 200-250 | 220-260 |
| Injection pressure (MPa) | 60-140 | 60-140 | 80-140 | 70-150 |
- Methacrylic resin absorbs water easily and must be pre-dried.
Molding with water-absorbed resin will result in unwanted surface defects such as silver streaks. - Foreign matter can seriously damage the aesthetics of molded products. Therefore, it is necessary to prevent dust in the molding chamber, remove foreign matter at the time of opening, and thoroughly clean the inside of the machine.
- GR grade may become cloudy immediately after molding or when the temperature of the molded product is high, but returns to transparency at room temperature.
In addition, too fast an injection speed may reduce the surface gloss of the molded product.
Annealing Process
Injection molded products have residual molding distortion. Molding strain greatly affects the mechanical strength and crack resistance of molded products. Therefore, for molded products for which good mechanical strength is desired or secondary processing such as antistatic treatment, painting, or bonding is performed, annealing treatment is desirable to remove molding distortion.
The table below shows the standard annealing conditions for PARAPET™ molded products. Generally, the annealing process temperature is 10-15°C lower than the load deflection temperature. On the other hand, processing time and cooling time vary greatly depending on the wall thickness and shape of the molded product. Care should be taken not to cool too fast, as this may conversely cause distortion.
Annealing Conditions
| Test Item | GF | G | HR-L | GR |
|---|---|---|---|---|
| Temperature (°C) | 65-75 | 65-75 | 70-85 | 55-65 |
| Time (Hr) | 2-4 | 2-4 | 2-4 | 2-4 |
Cooling Conditions
| Test Item | Molded product thickness | Cooling rate |
|---|---|---|
| Maximum cooling temperature (up to 50°C) | 4 mmt or less | 45°C/Hr |
| 5-9 mmt | 20°C/Hr | |
| 10-20 mmt | 10℃/Hr |
*After annealing, cooling to around 50°C is recommended.






